Metlab is an active supporter of many university educational programs featuring race car construction. This year Metlab provided expertise and heat-treating services for Georgia Tech Off-Road, a student led team under the Mechanical Engineering Department of the Georgia Institute of Technology. The team built an off-road race car for the Baja SAE International Competition in Gorman, CA that was held in April of 2017. Students from the university designed and built an off-road car which was then judged on design, dynamics, suspension, maneuverability, and other criteria.
Georgia Tech Student-built; Off-road race car “in action” at the SAE Competition
Victor Law is the GT (Georgia Tech) Off-Road Team Leader and spearheaded the project. “In 2014, we didn’t go the competition; the team was just too small. However, in 2015 we recruited more members and we could enter the competition in 2016. That was also the first time we went through entire design process. Before, we were using legacy designs from the past. From this 2016 race, we found that the spindles, axles, and shafts held up great. On the other hand, our gears proved to be under-designed. An analysis was needed to consider the forces coming from the inboard braking loads. This forced us to use an older set of gears for the race.”
Part of the racing design / build program involves donations and supplies from various companies. Law explains “Materials and funding come from sponsors like General Motors (GM), John Deere, and others, and from the University. We will purchase materials and some sponsors like Metlab will provide “in kind” parts or services to offset costs as well as help with manufacturing consultation. I reached out to Metlab in October of 2016 to help with a front axle from a previous year car. The axle had failed due to lack of heat treating.
Metlab’s President, Mark Podob explains “We helped the team by reviewing and consulting with them on the advantages of heat treating several key components. The heat treating increases the yield strength of the material. As an example, the front and rear axles were fabricated from 4340 steel. While the existing components held up well, for replacement parts, the heat-treating process that we did more than doubled the yield strength. Without our heat treating, there is the risk of the front wheels seizing and fracturing.”
We jointly determined that the front axles, rear axles, output and input shafts and gears had to be heat treated. The parts were processed in several batches and turnaround time was about two weeks. The axles and shafts were all made from 4340 alloy steel and critical areas were induction hardened to HRC 50 – 52. This provided those parts with high strength and wear resistance. Wheel spindles were made from the same alloy and through hardened to HRC 38 – 42 for strength. A set of gears were also heat treated to HRC 50 – 52, ensuring that they would stand up to the rigorous operating conditions of off-road racing.
The car was built with the heat-treated parts and made ready for the competition. The GT Off-Road team was one of 92 teams in the competition. Here are the competition results:
Overall – #42
Acceleration – #34
Hill Climb – #38
Maneuverability – #44
Suspension – #21
Endurance – #51
The GT Off-Road Racing Team with their 2017 race car
Law exclaims, “Overall we were very excited about the results and we gained a lot of experience. We had several new members and finalized a new off-road car design. We saw some problems and will be fixing them for next year. Our target is to be in a Top 20 position for 2018. We are grateful for all of Metlab’s help, especially as a resource for heat treating gears, and look forward to working with them again.”
Metlab has assisted students at Georgia Tech, Temple, Drexel, University of Pennsylvania, and the U.S. Naval Academy on their SAE Automotive Engineered Car programs, providing them with no-charge heat treatment services and engineering consultation. In partnership with several gear manufacturers who utilize Metlab for their heat treating requirements, the students have been able to procure gear sets for their vehicles economically.
Metlab recently black oxide finished a suit of armor for an artisan. The armor was manufactured by M & M Metals of Jeffersonville, PA. The complete suit of armor consists of about 125 hand-formed metal plates, and will cover and protect the wearer from head to toe.
Robert (Mac) McPherson, owner of the business and manufacturer of the armor has been handcrafting suits of armor since the late 1970’s, and is considered among the best in the world.
The armor is based on a late 15th-century statue of St. Florian (patron saint of firefighters) in a German church. While the form and detail of the armor in the statue were retained, the proportions had to be altered to fit the customer, who is a tall man with a “mature figure”. Mac spent many hours forming 1050 medium carbon steel sheet into the various components that comprise the suit. Each plate was shaped using only hand tools, and was then hardened and tempered. Afterwards, each individual component was ground and polished. Blackening this suit of armor represented the culmination of many months of work.
Black oxide imparts a deep, black, lustrous appearance to the parts being coated and replicates the surface finish of the part.
The modern black oxide coating that Metlab applied to the armor is very durable and attractive. Black oxide finishing is offered in addition to the current array of heat treating services. Black oxide is classified as a conversion coating. The black oxide processing of the armor consisted of taking individual pieces and placing them in large work baskets and running the baskets through the black oxide line. About eight individual cycles were required for the parts. The process, characterized as a “hot black oxide process” is carried out at 265°F to 285°F. After blackening, the parts were coated with a dry-to-the-touch oil and then hand wiped to remove excess oil, providing the pieces with a lustrous, glossy finish.
It may seem strange that there is any market for medieval armor, but the demand is greater today than it has been for centuries. Worldwide, there are tens of thousands of medieval reenactors in numerous different organizations. While many dress in their armor for “living history” events (imagine Civil War reenactors, but set them a few centuries earlier) most of them fight in some sort of tournaments. Some organizations compete with wooden weapons and others use blunted and edgeless steel ones. Most of these tournaments, melees, and “wars” are fought on foot, but some are done from horseback. There is currently a large and growing jousting scene.
Jousts range from the choreographed spectacles with breakaway lances that one finds at Renaissance Faires and medieval-themed dinner theaters to competitive jousts using solid lances with steel heads. There is also a niche for the modern armorer who makes high quality armor for collectors.
St Florian statue in Germany on which the armor is modeled
This is the second suit of armor that Metlab has blackened for M & M. The first suit was done over 10 years ago, and that armor was based on English effigies (tomb sculptures) and artwork of the mid-15th century. In addition to what is shown in the picture, the armor included another helmet, two additional visors, and a steel plated saddle. The owner not only cut an impressive figure, but has jousted very successfully in the armor.
Effigy of Sir John Cressy, from which most of the details of his armor came from. Photography by Cameron Newham.
Historically, most armors were polished bright, and left “white”, but many were blackened, russeted, or blued. Sometimes these colors were built up by slow rusting, like antique firearms. This produces a brown or black color depending on whether the steel is steamed. Other times, the armor was made a shade of blue or purple by controlled heating. This is like the color one sees on antique watch hands. Another common method of creating a black finish was to bake on a coat of oil, like seasoning a frying pan. These methods can produce an attractive color and some degree of rust prevention.
In addition to suits of armor, Metlab uses its black oxide process in a variety of industrial applications in widespread industries. Some examples include:
• Retail: Store displays and fixtures.
• Automotive: Cans for oil filters, numerous under the hood fasteners
• Electrical: Wire strippers and cutters
• Home / Garden: Tree toppers – jaws and clipping tools
• Gearing: Small gears for tiny timers and electrical switches
• Firearms: Gun components, shotgun shell magazines
Metlab has complete heat treating capabilities along with extensive experience to provide consulting for complex and unique projects and applications.
Metlab has a reputation for providing quality heat treating and surface finishing services. To ensure quality in every order processed, the company is focused on a complete quality management system. The quality system is run by Rachel Piccari, whose main function is to work with customers and the Metlab production facility for complete quality assurance.
Rachel Piccari – Quality Control
“I work with Metlab’s customers to make sure what they are asking for is feasible and technically sound.” states Piccari. “I review each customer purchase order to check that all of the information that is provided on their order is clear, so we start each project correctly.” Over the past four years since her start with the company, the quality system has been updated and continuously improved to keep Metlab at the forefront of meeting specifications in various heat treating processes. Metlab’s processing and paperwork is ISO-9001 compliant, and as such is subject to continual review.
Piccari explains, “I invest quite a bit of time translating the customer instructions to our actual in-house processes. There are over a dozen terms in use for nitriding alone. And often customers send parts for heat treating and designate the steel by a trade name rather than the AISI or UNS steel designation. Ironing out the commercial request into a technical document can sometimes be a challenge, but this up-front order clarity makes the parts being processed flow through the shop floor efficiently. In addition, quality is measured at various points along the process as the parts are treated. If there is a question regarding treating a part, the customer will be notified to explore solutions for resolving that issue. I will review all the paperwork and results and make sure it fits with what customer has required. Additionally, I’ll write the certifications to go along with the job to finalize the project.”
Depending on the type of heat treatment specified by the customer, Metlab will issue a certification documenting the process and metallurgical results. This can include surface hardness, or in the case of carburized and/or nitrided parts, surface and core hardness and case depth. For more complex requirements, certifications may include chemical analyses, and mechanical property evaluation such as tensile tests, Charpy impact strength, stress rupture, fatigue and metallurgical analysis. Metlab has even done salt spray testing on nitrocarburized parts to ensure that they meet the corrosion resistance requirements.
Rachel started with Metlab as a lab technician, checking part hardness, performing microhardness traverses on case hardened parts, and doing routine metallographic analysis. She has moved into the Quality Control position and is currently enrolled in an Engineering degree program in Philadelphia, as well as the Metal Treating Institute (MTI) 2017 YES Management Training Program. This program focuses on improving the leadership and people skills of individuals from the heat treating community.
In addition, Piccari has been training a new person to take over the lab, allowing her to focus entirely on Metlab’s Quality Assurance program. The experience in the lab gave her hands-on training to be able to identify quality issues and trace them back to the source to continuously improve the company’s processes. As an example, Rachel headed up a project to investigate the optimum stop-off paint and techniques for masking carburized and nitrided components, leading to more reliable procedures for heat treating these parts.
Metlab heat treats parts in accordance with all military and industry specifications. Jim Conybear, the director of operations for Metlab, oversees the overall quality function for the company. Jim has been a member of the AMEC Committee (Aerospace Materials Engineering Committee) which is under the auspices of the SAE, for over 40 years. Along with engineers from the commercial heat treating community as well as representatives from aerospace companies including Boeing, Bell Helicopter, Lockheed Martin, Northrup Grumman and others, AMEC defines and maintains the specifications that are the standards for heat treating parts. Their stated objective is “to coordinate and utilize the knowledge, experience, and skill of engineers and technologists to develop and maintain material and process specifications that conform to sound, established engineering and material practices within the aerospace industry.” Jim is heading up the AMEC subcommittee that is revising AMS 2759, the specification which establishes the general requirements for the heat treating processes for steel parts. He has also been involved in defining the requirements for nitriding as well as quenching.
Metlab, through its focus on personnel and participation in continuous quality improvement, maintains its position as a leader in the supply of thermal heat treating processes to over 3,000 companies in a variety of industries.
Nitriding and carburizing are the two most common heat treatment practices for surface hardening functional components. The main difference is that in nitriding, nitrogen atoms are made to diffuse into the surface of the parts being processed, whereas in carburizing, carbon is used. There are advantages and disadvantages to both processes.
Nitriding is a surface hardening treatment, where nitrogen is added to the surface of steel parts either using a gaseous process where dissociated ammonia as the source or an ion or plasma process where nitrogen ions diffuse into the surface of components. Gas nitriding develops a very hard case in a part at relatively low temperature, without the need for quenching. The process has the advantage of being able to penetrate blind holes, and also allows for the masking of parts to keep areas which may need further machining soft. Also parts of different sizes and shapes may be nitrided in the same cycle, allowing for versatility of the process. Ion nitriding, on the other hand, is a more restrictive process. For uniform case depths in a load, parts must be of similar size and geometry. Also, masking is difficult, and penetration of blind or through holes is not possible.
Large gear after nitriding treatment in Metlab’s facility (l) and close-up of gear teeth. Gear teeth will subsequently be ground to remove approximately 0.002″ stock and provide surface finish required for the application.
Nitriding is carried out at temperatures below the transformation temperature of alloy steels, so that with proper manufacturing techniques, there is little or no distortion. In general, parts to be nitrided are heat treated to the proper strength level, and final machined. The parts are then exposed to active nitrogen at a carefully controlled temperature, typically in the range of 925°F to 985°F. This temperature is usually below the final tempering temperature of the steel so that nitriding does not affect the base metal mechanical properties. As a result, a very high strength product with extremely good wear resistance can be produced, with little or no dimensional change.
The components to be nitrided are often stress relieved prior to final machining so that the only size changes observed are growth of about 0.0005″. In some cases, nitrided components are surface ground after nitriding to remove the most outermost brittle layer (eta phase) produced by the process, or to bring parts into a tight tolerance.
Parts can be masked avoid hardening some areas, such as gear hubs and bores, keyways, threaded holes or bearing surfaces, which are easily machined after nitriding. Typical applications for nitriding include gears, cranks and camshafts, cam followers, valve parts, plastic injection molding screws and dies, die casting tools, forging dies, extrusion dies, injectors, and firearm components.
Materials that can be nitrided include low carbon steels, which will develop file hardness, alloy steels such as 4130, 4140, 4340 and Nitralloy 135M which are the most common nitriding steels and special application steels including, mold steels (P-20), air hardening tool steels (A-2 and D-2), hot work and shock steels (H-13 and S-7), high speed steels (M-2, M-4 and M-42), and stainless steels (304, 316, and 17-4 PH).
A prime application for nitriding is plastic injection mold components, including screws, tips and barrels. The hardness of the nitrided layer is especially useful in reducing wear from plastic molding, particularly when abrasive plastics like glass filled polymers are extruded.
An array of plastic injection molding feed screws and nozzles.
Carburizing is a heat treat process that produces a surface which is resistant to wear, while maintaining toughness and strength of the core. This treatment is applied to low carbon steel parts after machining as well as high alloy steel (4320, 8620, 9310, 17CrNoMo6-7) bearings, gears and other components. Parts that require increased wear resistance and fatigue strength are excellent candidates for carburizing.
Similar to nitriding, carburizing increases strength and wear resistance by diffusing carbon into the surface of the steel. This created a hard case while maintaining a substantially less hardness in the core.
Most carburizing is done by heating components in either a pit furnace or sealed atmosphere furnace and introducing carburizing gases at temperature. Gas carburizing allows for accurate control of both the process temperature and carburizing atmosphere (referred to as carbon potential). Carburizing is a time/temperature process; the carburizing atmosphere is introduced into the furnace for the required time to ensure the correct case depth is achieved. Carburizing is carried out at temperatures above the transformation of steel, so that quenching and tempering to develop the hardness in the case and core is required. After carburizing, the work is either slow cooled for later hardening, quenching and tempering or quenched directly into oil and then tempered. Since there are microstructure changes associated with the hardening process, some size change or distortion can be expected. This can be an issue for closely toleranced parts.
Common practice allows for leaving parts oversize and finish machining or grinding after hardening. For close tolerance work, like bearings and gears, fixture or press quenching maybe used to minimize the amount of post-heat treat finishing required. Depending on the material, deep freezing and a second temper to reduce retained austenite may be required.
Among the most common carburizing applications is gears and pinion shafts. Carburizing economically imparts a hard surface improving wear as well as increases the fatigue strength. An advantage of carburizing is the ability to impart deep cases, up to 0.300″ which is especially useful for very large gears, such as those used for steel rolling mill applications. Large bearing races, which are subject to compressive stresses, are also a prime application for carburizing. Bearings which are carburized, similar to gears and pinions have a tough core with a hard, wear resistant outer surface. This allows the parts to withstand heavy shock loads without premature damage or cracking which can sometimes be a problem for through hardened parts.
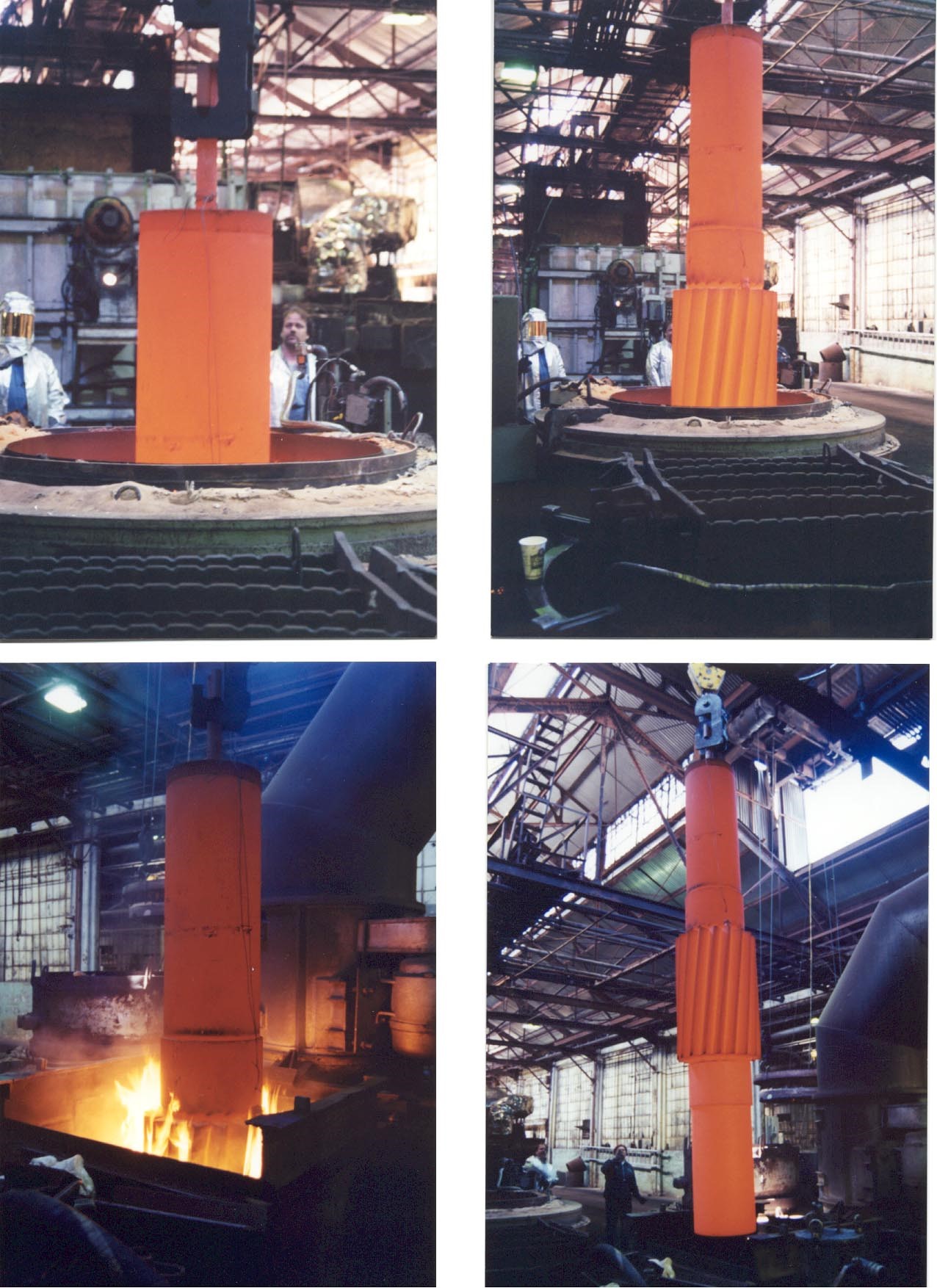
Gear rim measuring ∅ 81″ O.D. x ∅ 66″ I.D. x 28″ Tall, weighing approximately 13,000 pounds made from 17CrNiMo6 Steel, carburized to 0.185″ case depth and quenched using sizing plates on the inside diameter to minimize out of roundness. T.I.R. and taper both measured less than 0.030″.
Gear rolling mill transmission with an assortment of carburized and hardened gears and pinions.
Sequence showing large steel mill pinion being removed from the carburizing furnace and transferred to the quench tank to be hardened and subsequently tempered. Pinion weight is about 24,000 pounds.
Which Process to Specify?
In general, the application dictates whether nitriding or carburizing should be the process of choice. For lightly loaded, precision components where distortion can be a major consideration, nitriding is the appropriate choice. A functional case depth up to 0.030 – 0.035″ can be economically achieved. Depending on the material, a surface hardness in excess of HRC 65 is not out of reach. Applications such as guides, rails, extrusion screws and precision gears are ideal candidates for nitriding. For more heavily loaded parts like large gears and bearings, carburizing may be a better choice. Deeper case depths, a requirement of coarse toothed heavily loaded gears and bearings can readily be economically achieved.
Depending on the application, nitriding may be a less expensive heat treatment process. Although this can be balanced by the cost of the base metal used to manufacture the part.
Quality
The quality standards to determine case depth and hardness are the same, i.e., test coupons are run with the work and cut, mounted, polished and etched. A microhardness traverse is taken and surface, core hardness and case depth are measured.
Processing Times:
A single cycle nitriding heat treat run is generally 48hours at temperature and results in a case depth of 0.015 – 0.020″. Carburizing times for the same case depth are shorter. There are fundamental differences between the two processes.
Nitriding is most commonly carried out on prehardened alloy steels like 4140, 4340 or Nitralloy 135M. The most common applications are gearing. The temperature of the process is in the range of 925°F – 975°F which is below the tempering temperature of the steels being processed. Hence there is little or no distortion, only about 0.0005″ growth due to the nitrogen diffusion into the part. So no post heat treatment machining is needed. Carburizing on the other hand, is a high temperature process, and allowance for additional grind stock due to rehardening is necessary. And post carburizing machining is almost always a requirement.
How Metlab Can Help
In addition to an extensive range of thermal processing services, including vacuum heat treating, the Metlab facility includes capabilities for both nitriding and carburizing. Furnaces up to 15′ in diameter and 12′ deep or 4′ in diameter by 16′ deep are available for large or long and slender parts. A nitriding service is available for parts up to 22′ long. All processing equipment is calibrated and heat treating is carried out under stringent control, with equipment in compliance with government MIL specifications. This ensures reliable, predictable and repeatable heat treating results. With an on-site metallurgical laboratory parts are evaluated and certified to MIL or customer specifications for hardness and case depth. With metallurgists on staff applications and requirements can be discussed and reviewed with appropriate processes recommended.
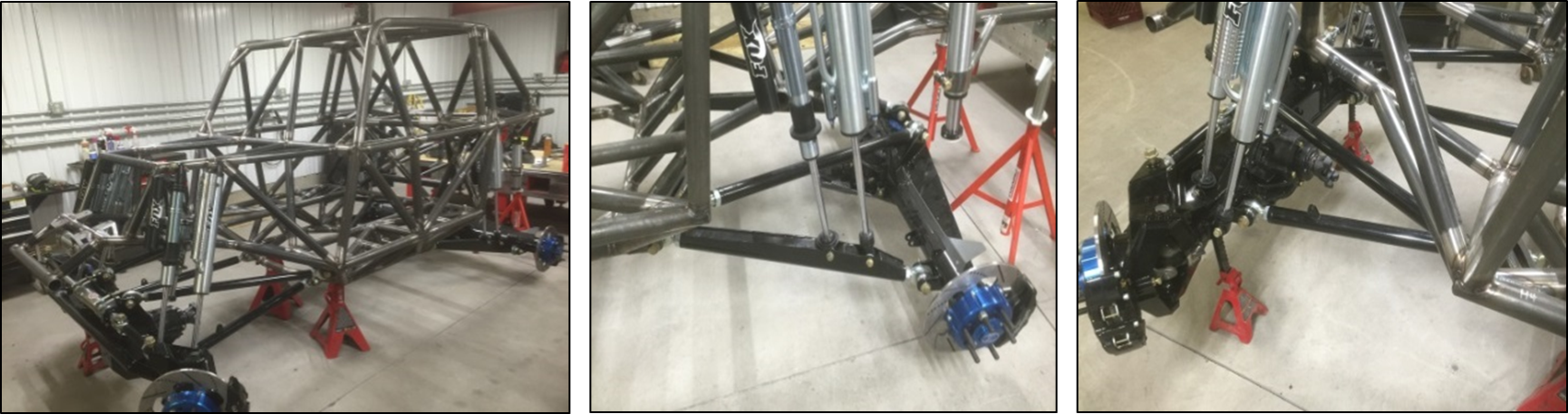
Metlab has worked with a number of NASCAR and Indy Racing Car Teams and also companies that restore antique cars, sports and muscle cars and has a history of heat treating race car parts that must endure severe conditions. Big B Manufacturing is a specialty machine shop located in Klingerstown, PA which specializes in design and engineering as well as machining of small and large components. They also make and race off road cars. Big B brought a project to Metlab that required the heat treating of four (4) link arms. The arms are fabricated from 4130 steel and TIG welded with 4130 filler. The suspension parts are for Big B Manufacturing’s racing team.
Control arms and other racing car suspension parts
Josh Blyler, Vice President of Big B comments, “Big B has been racing for 20 years. We started in go-carts, then micro sprints. About 10 years ago we started racing off-road 4-wheel drive trucks and we have been having fun doing this ever since. Additionally Big B makes parts for a few different racing companies. We make parts that get used in micro sprint racing, monster trucks, and Ultra4 off-road trucks.” Blyer adds, “For this particular project we needed these parts completed in a very short time-frame to be able to attend an upcoming race event.”
For the project, Blyler consulted with Mark Podob of Metlab to provide some background for the project. “I was looking for suggestions on how hard to make the control arms. All of the top tier teams heat treat their links but nobody really knows how hard. I did some testing on other teams’ links and they all seem to be in the low 30 HRC range. What I wanted was to get the most tensile strength out of the suspension parts, but not to let them get too brittle so they would fail prematurely. I was open to suggestions. I was told that because the parts were welded, they had to be normalized first to eliminate the heat affected zone from welding, but again I was looking for Metlab’s heat treating expertise.”
After analyzing the project, Podob provided some guidance for the heat treating process, “Looking at the data for hardness vs. % elongation and R.A., both mechanical properties which are a measure of ductility or toughness, there is not much degradation in these properties if we take the material to the HRC 36 – 40 range. This would give Big B about ~ 160 to 195 KSI tensile strength with plenty of toughness to avoid failure from impact or fatigue.”
Additionally, Blyler had concerns that the parts would not remain flat, and decided that they should start with one set, assess the parts, and then process the balance. Byler added, “To minimize any distortion from heat treating, I bolted in temporary spacers in all the tab slots. This helped them keep their shape during the normalizing and hardening process. Each end of the link has threaded holes that I wanted to keep intact as best as possible. These threads are where the Heim joint threads into and they needed to stay in good shape with minimal distortion.” (Note: A Heim joint is also known as a rod end bearing, specifically developed for steering on race trucks as they are heavier duty than ordinary automobile or truck rod ends.)
From this point the parts were sent to Metlab’s facility and went right into processing. Metlab normalized the parts by heating them under a protective atmosphere to 1650°F. They were held at temperature for one hour per inch of thickness. After a sufficient soak time at temperature, parts were slow cooled. Parts were then reheated to 1550°F, also soaked for one hour per inch of thickness under a protective atmosphere, and then oil quenched. All of the high temperature excursions were done with the parts under a protective atmosphere to prevent decarburizing or oxidation. Then the parts were tempered at a temperature appropriately selected to provide the hardness and tensile properties desired. Parts were checked for hardness to ensure that proper results were obtained.
Blyler concludes, “Metlab was able to turn the parts around within two days after heat treatment! This is just one example of why we have been working with Metlab for over 18 years. Metlab provides all of our heat treating, nitriding, and thermal stress relieving needs.”
Big B‘s 4×4 frame with finished link arms and components
Big B’s 4×4 “Twisted Mistress” takes home several trophies.
Blyler exclaims, “We finished this car up late last Friday night and raced it Saturday morning. I was not sure how things were going to shake out since I had zero seat time and was also concerned on what issues we may be fighting with on a fresh car. Ultimately the car was flawless and we took the win over 115 other competitors. We had a six minute lead over the second place finisher and I could not be more pleased.”
About Big B Mfg. Located near Harrisburg, Pennsylvania, BIG B MFG will provide over 50 years of experience with manufacturing, design and engineering and full production capability that will ensure your company can realize lower material and assembly costs while ensuring high quality in an ever changing market place.
Conrad Hering Knerr the former owner of Metlab, passed away peacefully at his home in Whitpain Farms, Blue Bell, Pennsylvania at the age of 91.
He attended Germantown High School and Massachusetts Institute of Technology (MIT), where he earned a degree in Mechanical Engineering in 1948, graduating Magna Cum Laude. Upon graduating from college he was employed by the Metlab Company, founded in 1928 by his father, a world-renowned expert in the field of metallurgy, and he assumed the presidency in 1961.
Originally, the Metlab Company was in the business of fabricating aircraft airframe components then later specialized more in the heat treating than the fabricating business. Over the years, the company developed an inventory of production facilities that made them among the best qualified commercial heat treaters and they did a tremendous variety of heat treating projects that covered railroad rails, helicopter spars, bearing races, gears, such as rolling mill drive gears, and marine drive gears, missile cases and rocket bodies. The Metlab Company’s reputation over the years led them to win the heat treating contract to do the 35,000 lb. main propulsion gears for the USS Seawolf submarines.
In 1998 he sold the company to Mark Podob and James Conybear, and it was renamed Metlab. Mark and Jim continue to offer quality heat treating services.
Metlab continues to grow with more capabilities and advanced services to include a wide range of part sizes and metal types.
From carburizing large gears to providing black oxide on small parts, Metlab’s facility continues to expand its capabilities.
With the acquisition and integration of the John V. Potero Company in 2001, the company has expanded its territory throughout the mid-Atlantic region along with international customers and the addition of military contracts.
TrimMaster is a full-service contract manufacturer that has been in business in Reading, PA since 1938. Their roots starting in the manufacture of thread trimming equipment for the sewn product industry, and they have branched out to serve a variety of industries. TrimMaster’s core strengths are waterjet cutting, using 5-axis equipment, CNC machining, turning, fabrication, inspection including CMM and assembly. Other on site processes includes painting, polishing and part assemblies in quantities large or small for customers.
Metlab recently assisted TrimMaster in fabricating an aluminum frame for an underwater buoy that would meet customer specifications. Mike Allard, Sales Manager, explains “We were faced with the prospect of welding the aluminum assembly to put it together, and knew that there would be reduced strength at the weld joint. By changing the welding wire we used, we could take advantage of Metlab’s heat treating process, especially their large furnaces to accommodate these parts, to raise the strength of all weldment components to a T-6 condition, giving us the strength that we needed for the application.”
Metlab’s President, Mark Podob elaborates on the project specifics; “Before the parts were formed and welded by TrimMaster, a 6061 aluminum plate was picked up from the customer and annealed to Condition T-0. Condition T-0 is annealed or dead soft. Heat treating the sheet allowed it be formed into the components comprising the weldments. When welding aluminum the localized heating at the weld joint results in a softer heat affected zone. In order to make the parts functional they need to be re-heat treated. The two large pieces that were provided to us after assembly, were re-hardened in Metlab’s large 15’ diameter by 12’ deep pit furnace. Parts measured approximately 48″ in diameter by 48″ tall. ”
Podob provides insights in to the treatment process, “The process consisted of solution treating the parts at 985°F, holding at this temperature for 1 hour, then quenching into heated water. The solution treatment portion of the cycle, floor-to-floor is about 8 hours. After solution treating, parts are artificially aged at 350°F for 8 hours, and air cooled. Age hardening, including heating, holding at temperature and cooling is about a 24 hour process. Critical to the heat treatment process is fixturing which ensures that the parts will not move, flex or distort during thermal processing. In this case, parts were braced with additional supports to keep movement to a minimum.”
Aluminum frame of underwater buoy Before heat treating
Aluminum frame After heat treating
Metlab’s process enabled TrimMaster to produce a frame with a hardness of 60 HRB, ready for service in an underwater buoy exploring the ocean floor. Podob summarizes, “We have worked with TrimMaster on several other projects including heat treating, induction and flame hardening and black oxide finishing of various components.”
Providing heat treating services to machine shops is a core business feature of Metlab Heat Treating. The company has been working with hundreds of shops, both large and small, for many years. Types of heat treating services that are typically requested include:
• Hardening and tempering
• Case hardening (carburizing and hardening)
• Nitriding
• Stress relieving
• Normalizing and annealing
Some machine shops also ask for heat treating 17-4 PH Stainless Steel to different hardness and mechanical properties, as well as aluminum and titanium.
Metlab is capable of treating parts from a few grams to 50,000 pounds. Mostly, the machine shop parts are smaller and can range up to several hundred pounds. Pickup and delivery services are provided once or twice a week, and travel as far west as Harrisburg and York, as far north as northern New Jersey and as far south as the I-95 corridor through Delaware and Baltimore.
Some projects may require sampling or testing. Metlab is able to run samples, mostly for size control. Additionally the company features a full service in-house metallographic laboratory and offers consulting services as well. If Metlab cannot do the metallographic and/or mechanical property testing in house, the company has partnered with some of the NADCAP certified laboratories in the area to provide testing that is required.
Examples of machine shop parts and processes:
Cold formed, stainless steel parts for black oxide.
Aluminum pieces which have been manufactured by stamping out of a sheet.
The Aluminum pieces were work hardened during the stamping process and were sent to Metlab to be put into Condition T-0 which is annealed or fully softened, so they can be bent and formed into brackets. After the forming operation, the parts were then heat treated to Condition T-6 which consists of solution treating and aging to increase core mechanical properties.
Featured Machine Shops:
J&L Precision Machine Co. is a precision job shop that specializes in OEM parts with very tight tolerances. A just-in-time (JIT) supplier to several international equipment manufacturers, J&L provides small assemblies or complete machine assemblies and testing. J&L has been working with Metlab for over 20 years and treats small quantities and various small parts.
J&L manager John Miga states, “We use Metlab for a lot of parts that require a black oxide finish. Over the years we have sent them production runs of 100 to 500 parts at a time for treating services. Some projects were as small as three parts for a military application. Metlab also helps us to determine the best approach for fabricating some parts so they will meet specifications after the heat treating process.”
Established in 1957 in Quakertown, Pennsylvania, DHL has two facilities that total approximately 35,000 square feet and is equipped with all of today’s latest technologies. The company features CNC machining, turning, fabrication, inspection & assembly as well as several other services.
“Metlab does all of our heat treating and black oxide requirements.” comments Kevin Hoffman, Purchasing Director at DHL Machine. “We get a wide variety of parts that require all different types of heat treating processes (carburizing, nitriding, through hardening, induction hardening, stress relieving, etc.). The parts also vary greatly in size from ones you can fit in your pocket to ones that are larger than a car and weigh several tons. We fabricate and machine parts for a large array of industries (printing press, Boeing test fixtures, railroad, steel mills, amusement parks, etc.), just to name a few.”
A core part of Metlab’s services is to provide consulting for manufacturing and to determining the correct hardness, finishing process and other manufacturability expertise. DHL utilizes this service to help with projects or processing in the shop. Hoffman elaborates, “Our drawings are already engineered but Metlab has informed us if certain specifications are unachievable and would then they would recommend either a different material or process to get a similar or identical end result. They also help us in determining how parts will react to the various heat treating processes so we know if any additional machining would be needed after heat treating.”
Working with machine shops continues to be a strategic focus for Metlab. Each week parts are arriving in Metlab’s extensive facility for a wide-range of treatments and processes. The experienced and highly trained personnel at Metlab, are focused on providing quality and meeting customer specifications along with timely delivery for each job that is processed.
Metlab assisted the University of Pennsylvania Electric Racing Team by heat treating one of their critical drive train components. Metlab also sponsors the Penn Electric Car Racing Team by providing heat treating and metallurgical consulting services. The team provided an update and overview of the season and is celebrating a successful program:
The Formula SAE Electric programs, the season ends in Lincoln, Nebraska at the annual FSAE Electric competition. This summer marked the 2nd year that our team, Penn Electric Racing attended the competition – still a very short time compared to many of the programs that are now marking their 20th+ year at the competition.
Last year, with our team’s first ever Formula SAE Electric vehicle – REV0, we earned a 7th place in the field of 20 electric vehicles. A placing we all we satisfied with given our standing as a first year car in the competition. We walked away having a number of aspects of the vehicle to improve before next season.
Throughout this past 2014-2015 season, we made the team-wide decision to design, manufacture, and test a brand new Formula SAE car from the ground up. We called it REV1 – our team’s second vehicle.
From the start of the season back in the fall of 2014, one of our foremost goals was the expansion of our team. Growing from our team of 10 students in our 2013-2014 season, we ended the 2014-15 season with 30 students. This expanded group gave us the ability to take on slew of new challenges from our vehicles initial design to its final testing. We took our initial vehicle’s design and evolved many of its most critical aspects – including its drivetrain, battery pack, chassis, and custom electronics.
At this year’s competition, the attention to detail on the safety systems and vehicle electronics allowed us to immediately separate ourselves from the field of 20 Formula SAE Electric vehicles by being the first electric team to pass both the Mechanical and Electrical tech inspections. We ultimately placed in 1st in 7 of the 8 dynamic and static events. Our dynamic performance on the track even placed us right amongst the times of some of the top placing gasoline Formula SAE teams. This earned us the 1st place overall award in the 2014-15 Formula SAE Electric Competition!
First and foremost, we would all like you to join in on this immense satisfaction that we’ve felt since winning the competition. To every Formula SAE team, sponsors are often the separating factor between a successful and unsuccessful season. Your help this season helped to prove why that is true. We truly appreciate your support this year in helping to bring home our school’s first ever Formula SAE victory.
We hope that with your continued support next season, this will simply mark our team’s first, with many more to come.
Metlab has a policy of providing heat treat and surface finishing services to various universities and colleges at no cost. Other projects have included the stress relieving of racing car frames for a race car prepared by Drexel University as well as heat treating aluminum rocket tanks for Boston University. It also, from time to time, hires interns and Co-Op students from local Universities, providing them with on-the-job practical experience to help further their professional education.
Mark Podob, Vice President, Sales and Marketing, and co-owner of Metlab in Wyndmoor, PA, has been selected by the ASM Philadelphia (Liberty Bell) Chapter as the 2015 recipient of the William Hunt Eisenman Award.
Mark Podob
This prestigious award is given each year by the Chapter in recognition of dedicated service to the Society, foresight, dynamic management, leadership, and promotion of the metals industry and metallurgical education.
Previous award winners have included industry giants such as Tinius Olsen II, former president and grandson of the founder of the mechanical testing company, Allan Ray Putnam, long time president of ASM, Quentin D. Merkham, former President of Ajax Electric Furnace Company, Ed. J. Dulis, retired President of Crucible Steel Research Center, George Bodeen, past president of Lindberg Heat Treating, John W. Rex, Bill and Roger Jones, founders and Presidents of Philadelphia based heat treat companies, Horace and Conrad Knerr, founder and past Presidents of Metlab, and James G. Conybear, Director of Operations and co-owner of Metlab.
Mark Podob is currently Vice President and co-owner of Metlab, a sustaining member of the ASM Liberty Bell Chapter and one of the largest heat treating companies in the Greater Philadelphia Region. A member of ASM since 1967, he will present a lecture entitled “A Unique Career in Heat Treating and Surface Finishing – Finding Exceptional Solutions to Heat Treating Projects.”
Metlab, which was established in downtown Philadelphia in 1928, is among the oldest continuing operating commercial heat treatment companies in the United States. The company was acquired from the founding family in 1998 by Mark Podob and James G. Conybear (FASM). Employing 18 people at the time of the acquisition and faced with significant financial and operational challenges, the company today has a staff of over 40 and has seen tremendous growth in customer base, markets served, sales volume and profitability. Spurred by the acquisition of two additional companies, John V. Potero in 2001 and Black Ox, in 2004 Metlab offers the broadest array of thermal and surface treatments in the area, and services an international marketplace.
Carburizing large gears in Metlab’s facility
While Metlab focused on heat treating large parts, Potero’s area of expertise in heat treating small parts and black oxide treatment. Potero also offered pick-up and delivery in its own vehicles. Black Ox was able to bring a customer base of over 1,000 companies and offered black oxide coating on ferrous, non-ferrous and brass machined parts and passivation in accordance with military specifications. These acquisitions plus product focus by Metlab, resulted in the success and growth of the newly, merged companies.
Example of Black Oxide on small parts
With a BE and MS in Metallurgical Engineering and Materials Science from New York University, School of Engineering, in the Bronx, NY, Mark has held positions in the metals and materials field throughout his career, including metallurgist, technical director, product manager, sales manager and ultimately company owner.
Some of the more interesting components heat treated by Metlab have included gears as large as 10 feet in diameter weighing more than 40,000 pounds, 3.0 to 4.0 meter windmill bearing rings, tank turret races, down hole oil drilling components, and complex machined parts requiring just in time processing of large quantities of parts.
Main propulsion gear for submarine/destroyer nitrided by Metlab
Mark will share highlights from his career, tracing his path as an entry level metallurgist with Pratt & Whitney Aircraft in East Hartford, Connecticut, to ultimately the owner of Metlab, and discuss some of the more unique heat treating and manufacturing projects that Metlab has worked on during his tenure with the company.