

Nitriding and carburizing are the two most common heat treatment practices for surface hardening functional components. The main difference is that in nitriding, nitrogen atoms are made to diffuse into the surface of the parts being processed, whereas in carburizing, carbon is used. There are advantages and disadvantages to both processes.
Nitriding is a surface hardening treatment, where nitrogen is added to the surface of steel parts either using a gaseous process where dissociated ammonia as the source or an ion or plasma process where nitrogen ions diffuse into the surface of components. Gas nitriding develops a very hard case in a part at relatively low temperature, without the need for quenching. The process has the advantage of being able to penetrate blind holes, and also allows for the masking of parts to keep areas which may need further machining soft. Also parts of different sizes and shapes may be nitrided in the same cycle, allowing for versatility of the process. Ion nitriding, on the other hand, is a more restrictive process. For uniform case depths in a load, parts must be of similar size and geometry. Also, masking is difficult, and penetration of blind or through holes is not possible.


Large gear after nitriding treatment in Metlab’s facility (l) and close-up of gear teeth. Gear teeth will subsequently be ground to remove approximately 0.002″ stock and provide surface finish required for the application.
Nitriding is carried out at temperatures below the transformation temperature of alloy steels, so that with proper manufacturing techniques, there is little or no distortion. In general, parts to be nitrided are heat treated to the proper strength level, and final machined. The parts are then exposed to active nitrogen at a carefully controlled temperature, typically in the range of 925°F to 985°F. This temperature is usually below the final tempering temperature of the steel so that nitriding does not affect the base metal mechanical properties. As a result, a very high strength product with extremely good wear resistance can be produced, with little or no dimensional change.
The components to be nitrided are often stress relieved prior to final machining so that the only size changes observed are growth of about 0.0005″. In some cases, nitrided components are surface ground after nitriding to remove the most outermost brittle layer (eta phase) produced by the process, or to bring parts into a tight tolerance.
Parts can be masked avoid hardening some areas, such as gear hubs and bores, keyways, threaded holes or bearing surfaces, which are easily machined after nitriding. Typical applications for nitriding include gears, cranks and camshafts, cam followers, valve parts, plastic injection molding screws and dies, die casting tools, forging dies, extrusion dies, injectors, and firearm components.
Materials that can be nitrided include low carbon steels, which will develop file hardness, alloy steels such as 4130, 4140, 4340 and Nitralloy 135M which are the most common nitriding steels and special application steels including, mold steels (P-20), air hardening tool steels (A-2 and D-2), hot work and shock steels (H-13 and S-7), high speed steels (M-2, M-4 and M-42), and stainless steels (304, 316, and 17-4 PH).
A prime application for nitriding is plastic injection mold components, including screws, tips and barrels. The hardness of the nitrided layer is especially useful in reducing wear from plastic molding, particularly when abrasive plastics like glass filled polymers are extruded.


An array of plastic injection molding feed screws and nozzles.
Carburizing is a heat treat process that produces a surface which is resistant to wear, while maintaining toughness and strength of the core. This treatment is applied to low carbon steel parts after machining as well as high alloy steel (4320, 8620, 9310, 17CrNoMo6-7) bearings, gears and other components. Parts that require increased wear resistance and fatigue strength are excellent candidates for carburizing.
Similar to nitriding, carburizing increases strength and wear resistance by diffusing carbon into the surface of the steel. This created a hard case while maintaining a substantially less hardness in the core.
Most carburizing is done by heating components in either a pit furnace or sealed atmosphere furnace and introducing carburizing gases at temperature. Gas carburizing allows for accurate control of both the process temperature and carburizing atmosphere (referred to as carbon potential). Carburizing is a time/temperature process; the carburizing atmosphere is introduced into the furnace for the required time to ensure the correct case depth is achieved. Carburizing is carried out at temperatures above the transformation of steel, so that quenching and tempering to develop the hardness in the case and core is required. After carburizing, the work is either slow cooled for later hardening, quenching and tempering or quenched directly into oil and then tempered. Since there are microstructure changes associated with the hardening process, some size change or distortion can be expected. This can be an issue for closely toleranced parts.
Common practice allows for leaving parts oversize and finish machining or grinding after hardening. For close tolerance work, like bearings and gears, fixture or press quenching maybe used to minimize the amount of post-heat treat finishing required. Depending on the material, deep freezing and a second temper to reduce retained austenite may be required.
Among the most common carburizing applications is gears and pinion shafts. Carburizing economically imparts a hard surface improving wear as well as increases the fatigue strength. An advantage of carburizing is the ability to impart deep cases, up to 0.300″ which is especially useful for very large gears, such as those used for steel rolling mill applications. Large bearing races, which are subject to compressive stresses, are also a prime application for carburizing. Bearings which are carburized, similar to gears and pinions have a tough core with a hard, wear resistant outer surface. This allows the parts to withstand heavy shock loads without premature damage or cracking which can sometimes be a problem for through hardened parts.

Gear rim measuring ∅ 81″ O.D. x ∅ 66″ I.D. x 28″ Tall, weighing approximately 13,000 pounds made from 17CrNiMo6 Steel, carburized to 0.185″ case depth and quenched using sizing plates on the inside diameter to minimize out of roundness. T.I.R. and taper both measured less than 0.030″.

Gear rolling mill transmission with an assortment of carburized and hardened gears and pinions.
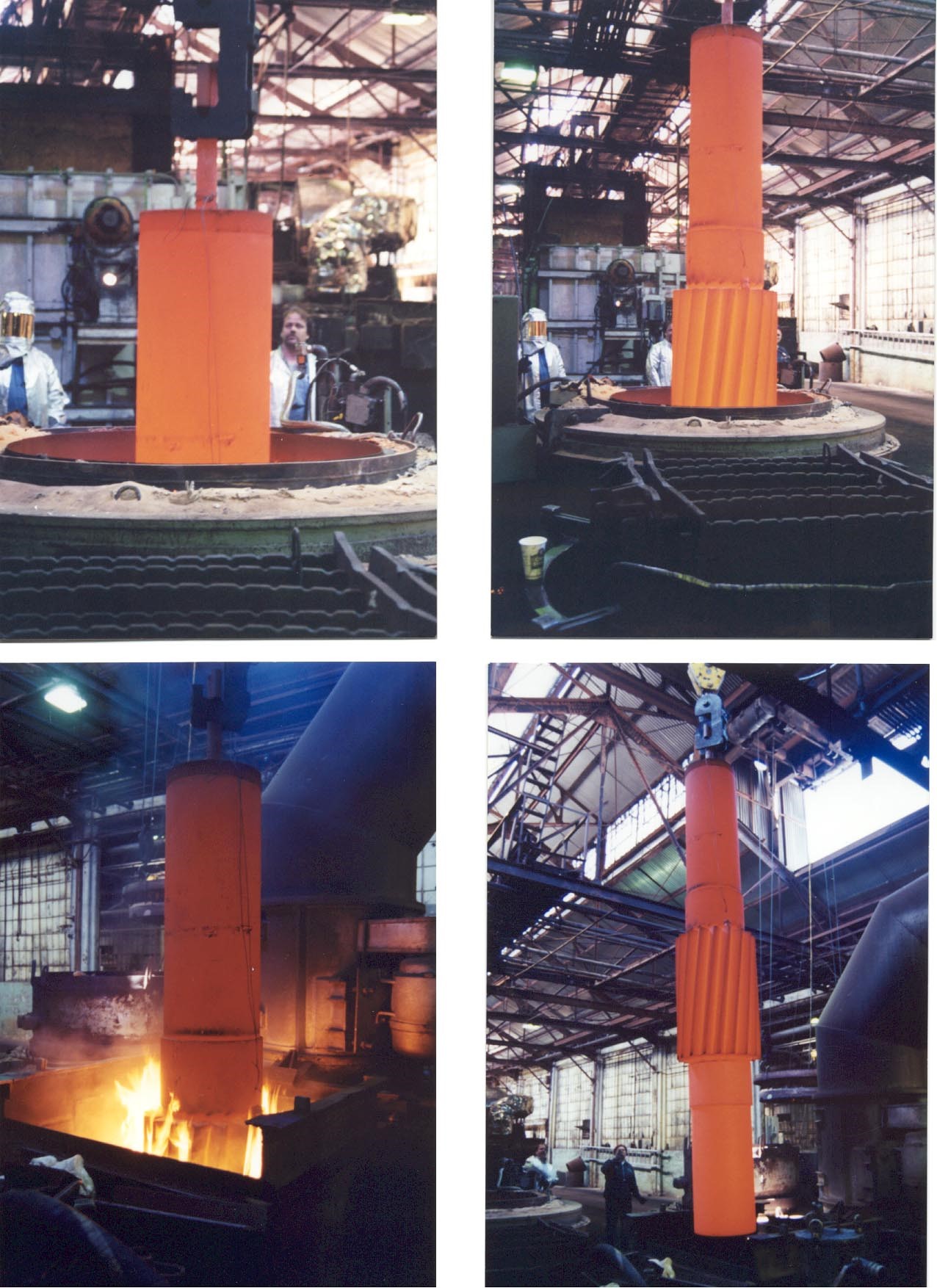
Sequence showing large steel mill pinion being removed from the carburizing furnace and transferred to the quench tank to be hardened and subsequently tempered. Pinion weight is about 24,000 pounds.
Which Process to Specify?
In general, the application dictates whether nitriding or carburizing should be the process of choice. For lightly loaded, precision components where distortion can be a major consideration, nitriding is the appropriate choice. A functional case depth up to 0.030 – 0.035″ can be economically achieved. Depending on the material, a surface hardness in excess of HRC 65 is not out of reach. Applications such as guides, rails, extrusion screws and precision gears are ideal candidates for nitriding. For more heavily loaded parts like large gears and bearings, carburizing may be a better choice. Deeper case depths, a requirement of coarse toothed heavily loaded gears and bearings can readily be economically achieved.
Depending on the application, nitriding may be a less expensive heat treatment process. Although this can be balanced by the cost of the base metal used to manufacture the part.
Quality
The quality standards to determine case depth and hardness are the same, i.e., test coupons are run with the work and cut, mounted, polished and etched. A microhardness traverse is taken and surface, core hardness and case depth are measured.
Processing Times:
A single cycle nitriding heat treat run is generally 48hours at temperature and results in a case depth of 0.015 – 0.020″. Carburizing times for the same case depth are shorter. There are fundamental differences between the two processes.
Nitriding is most commonly carried out on prehardened alloy steels like 4140, 4340 or Nitralloy 135M. The most common applications are gearing. The temperature of the process is in the range of 925°F – 975°F which is below the tempering temperature of the steels being processed. Hence there is little or no distortion, only about 0.0005″ growth due to the nitrogen diffusion into the part. So no post heat treatment machining is needed. Carburizing on the other hand, is a high temperature process, and allowance for additional grind stock due to rehardening is necessary. And post carburizing machining is almost always a requirement.
How Metlab Can Help
In addition to an extensive range of thermal processing services, including vacuum heat treating, the Metlab facility includes capabilities for both nitriding and carburizing. Furnaces up to 15′ in diameter and 12′ deep or 4′ in diameter by 16′ deep are available for large or long and slender parts. A nitriding service is available for parts up to 22′ long. All processing equipment is calibrated and heat treating is carried out under stringent control, with equipment in compliance with government MIL specifications. This ensures reliable, predictable and repeatable heat treating results. With an on-site metallurgical laboratory parts are evaluated and certified to MIL or customer specifications for hardness and case depth. With metallurgists on staff applications and requirements can be discussed and reviewed with appropriate processes recommended.